Abstract
Ni-Ti coatings were fabricated by the electrodeposition in a Ni plating bath containing Ti power and heat treatment in nitrogen atmosphere. The surface morphology and microstructure of the Ni-Ti coating before and after heat treatment were analyzed by means of scanning electron microscopy and X-ray diffraction. The friction and wear behaviors of two different coatings were evaluated on a ball-on-disk UMT-2MT test rig. It was found that the phase structure of Ni-Ti coating heated in nitrogen was much different from that of the as-deposited Ni-Ti coating. Namely, the new intermetallic compounds, including Ni3Ti, NiTi, and NiTi2, and TiN were detected in the coating after heat treatment by the XRD analysis and contributed to greatly increasing the hardness and tribological property of the Ni-Ti coating, owing to the strengthening effect of the hard intermetallic compounds and TiN phase. At the same time, a small amount of intermetallic compounds and TiN was transferred from the composite coating to the rubbing surface of the counterpart steel ball during the sliding, which also contributed to decreasing the friction coefficient and increasing the wear resistance.
1. Introduction
Ni-Ti alloys or coatings usually have various special properties such as biocompatibility [1, 2], shape memory effect [3, 4], good wear resistance, and corrosion resistance [5–7]. This is why Ni-Ti alloys or coatings have been finding increased application in the fields of biomedical technology, electronic industries, aerospace, automobile, and so forth. Ni-Ti alloys or composites have been fabricated by various techniques and methods, such as spraying [8, 9], magnetron sputtering [10, 11], and powder metallurgy [12–14]. Among those methods, electrodeposition is of particular significance as a technique for producing various composite coatings at a normal pressure, ambient temperature, low cost, and high deposition rate. Such a significance of electrodeposition could not be underestimated, since it is feasible to prepare metal-particulates doped metal-matrix composite coatings such as Ni-Ti, Ni-Al, and Ni-Cr, making use of the in situ codeposition of the metallic particles in the electrodeposition process [15–17]. By means of heat treatment of the as-deposited metal-matrix/metal particle composite coating, some new compounds are formed which, needless to say, usually would be difficult or impossible to produce using conventional electrodeposition methods.
Ni-Ti coating prepared by the electrodeposition in a nickel plating bath containing Ti powers has been reported by Budniok’s group [15, 16], Hasannaeimi et al. [18], and Zhao et al. [19], and so forth. The intermetallic compounds can be formed in Ni-matrix composites via heat treatment of electrodeposited Ni-Ti coatings. With a view to the correlation among the structures and performances of the composite materials, it could be practicable by heat treatment to endow Ni-Ti composite coating with special properties different from properties of the electrodeposited Ni-Ti coating, because some intermetalic compounds possess high microhardness and good antifriction and wear resistance. Unfortunately, most of the reports about electrodeposited Ni-Ti coating are focusing on the effect of the preparation parameter, for example, metal powder amount in the bath and deposition current density, on the chemical composition [18], and structure and corrosion properties of the coatings [19], and so far little work has been reported on the tribological properties of Ni-Ti coatings via electrodeposition and heat treatment. The as-deposited Ni-Ti coating was heat-treated in pure N2 atmosphere, which was aiming at increasing the mechanical strength of the coating by the generation of Ni-Ti intermetallic compounds and TiN with good chemical stability, high microhardness, and good wear resistance. The surface morphologies, structures, and hardness and tribological properties of Ni-Ti coatings before and after the thermal treatment were comparatively investigated.
2. Materials and Methods
The plating bath is composed of 200 gL−1 NiSO4, 35 gL−1 NiCl2, 30 gL−1 Na3C6H5O7, 30 gL−1 H3BO3, and 2 gL−1 Ti powders. Analytical reagents and distilled water were used to prepare the electrodeposition solution. The pH value of the solution is about 3.8 ± 0.1 and the electrodeposition time was 30 min. The Ti powders (diameter of grains ~20 μm, purity 99.9%) were dispersed in the electrolyte before plating. The electrodeposition was performed on a model 273A potentiostat/galvanostat device (EG&G Princeton Applied Research) at 45°C and a current density of 50 mAcm−2.
During the electrodeposition process, the bath was stirred by a magnetic stirrer at a stirring rate of 150 rpm to ensure a homogeneous suspension and facilitate transportation of the Ti suspension towards the substrate. A platinum mesh of 40 × 40 mm2 was used as the anode and a saturated calomel electrode (SCE) was used as the reference electrode. A 1Cr18Ni9Ti steel plate of a size 10 mm × 10 mm × 1 mm and a surface roughness less than 0.05 μm were used as the cathode substrate. The steel plate was sequentially ultrasonically cleaned in ethanol, acetone, and distilled water for 10 min, activated in a mixture of HCl and H2SO4 for 30 s, washed in distilled water, and then immersed immediately in the plating bath to deposit Ni-Ti coating.
The as-deposited Ni-Ti coating with the thickness of about 110 ± 10 μm was heated at 850°C for 20 h in pure nitrogen atmosphere using a muffle furnace with the heating rate of 5°C/min. The morphologies of the coatings were observed using a scanning electron microscope (JEOL JSM-5600LV). The phase structures of the coatings were analyzed using an X-ray diffractometer (XRD, Philips X′ Pert-MRD). The hardness of the coatings was measured on a Vickers’ microhardness instrument at a load of 50 g for 5 s. Five measurements were processed on each sample and the results were averaged. Since the measurement of hardness is always influenced by the substrate, the Jönsson and Hogmark method [20] was used to dissociate the contributions of the substrate and coating of measured hardness. The deviation of the average hardness is less than 4%. The tribological properties of the coatings reciprocally sliding against SAE52100 steel ball (3 mm) were tested on a UMT-2MT test rig (see Figure 1) in a ball-on-disk configuration. The amplitude of the sliding was 5 mm, a normal load was 0.5~4.0 N, and a frequency was 3.0 Hz. All the tribological tests were performed under dry friction condition at room temperature and in ambient air. The friction coefficient was automatically continuously recorded during the test.

3. Results and Discussion
3.1. Structures and Morphological Characterizations of Ni-Ti Coatings
Figure 2 shows the XRD patterns of the as-deposited Ni-Ti coatings before and after heat treatment. It is seen that the as-deposited Ni-Ti coating is characterized by two-phase structure, that is, the nickel and titanium (Figure 2(a)). Namely, the XRD pattern of these coatings confirmed presence of the metal particles embedded into a nickel crystalline matrix. This also confirms that crystalline solid particles of Ti could be embedded into the Ni matrix during the electrodeposition. The Ti phase has a hexagonal structure and the Ni has a cubic structure. After heat treatment in N2 atmosphere, the coatings consist of Ni3Ti phase with some minor phases of NiTi, TiN, and NiTi2 and a sporadic phase of Ni (Figure 2(b)). N2 gas reacts with Ti particles on the coating surface and simultaneously permeate through pores to react with Ti particles inside the coating to product TiN phase under N2 atmosphere and high temperature. In other words, Ni and Ti in the as-deposited coatings almost transform into Ni-Ti intermetallic compounds and TiN during the heat treatment process.

(a)

(b)
The electrodeposition mechanism of Ni-Ti coating can be explained by the adsorption of Ni ions on the Ti particles surface. Ni2+ ions, which partly lack the hydration wrapping, can be electrochemically active and liable to move towards the cathode. Because of the electrical conductivity of metal Ti particles, Ni experiences transition reaction and is deposited both on the surface of the subtrate and on Ti particles, which allows the generation of the composite coating structure [16, 18, 21].
Figure 3 shows the SEM morphologies of the Ni-Ti coating before and after the heat treatment. It is seen that as-deposited Ni-Ti coating has a particulate-like structure and granular morphology (Figure 3(a)), which indicates that the codeposited Ti particulates were uniformly distributed in the Ni matrix of the coating. It was also found that the presence of metal particles embedded into the nickel matrix distinctly enlarge the real surface of the coatings. This is because the growth becomes more 3D in character leading to dendrites embedded into the layer. It could be observed that Ni + Ti coatings morphology clearly changes after heat treatment for 20 h (Figure 3). Namely, the heat treatment influenced the surface development of the layers obtained. This is a result of total chemical reaction between Ni, Ti, and N2 which leads to a homogenization of the surface. The surface of Ni-Ti composite coating after the heat treatment has much more flat and finer particles in appearance than that of as-deposited coating (Figure 3(b)). It could be rational to suppose that Newly generated Ni-Ti intermetallic compounds could uniformly distribute in the coatings. Because N2 cannot completely diffuse into the entire coating, the content of TiN near the outer surface is predicted to be higher than that of TiN inside the coating. The hard intermetallic compounds and a small amount of TiN may contribute to increasing the mechanical and tribological properties of the composite coatings.

(a)

(b)
3.2. Tribological Properties of Ni-Ti Coatings
The production of the intermetallic compounds and a small amount of TiN phases led to a significant increase in the surface microhardness of the composite coating. Namely, the microhardness of the coating after the heat treatment is as high as about 395 Hv, and that of the coating before the heat treatment is 198 Hv. This means the heat treatment nearly doubles the hardness of the Ni-Ti coating. This is connected with the special structure of the composite coating containing a great amount of hard intermetallic compounds, including Ni3Ti, NiTi, and NiTi2, and a small amount of TiN.
Figure 4 shows the variation in the friction coefficients of the Ni-Ti coating after the heat treatment with the sliding cycles under the different load. It is seen that the friction coefficients of the composite coating gradually increase with increasing sliding cycles except that the friction coefficient at a load of 0.5 N keeps almost unchanged with increasing sliding cycles. For the hard materials such as intermetallic compounds and TiN, the load is an important factor in the variation of the antifriction and wear resistance. A similar result is observed in other literatures [22, 23]. At the same time, as listed in Table 1, the average friction coefficient and wear rate of the Ni-Ti coating before and after the heat treatment increase with increasing normal load, which is rational, since a larger normal load usually refers to more severe adhesion, scuffing, and cracking of the coatings, which is in accordance with Archard’s law [24]. And it is worthy of note that the coating via the heat treatment is helpful for greatly decreasing the friction coefficient and wear rate of the coating, which is attributed to the strengthening effect of the hard NiTi intermetallic compounds and TiN produced during the heating process.

Figure 5 shows the SEM morphologies of the wear scar on the steel ball sliding against the Ni-Ti coating after the heat treatment and Fe, Ni, and Ti element distribution thereon. It is seen that a great amount of wear debris was embedded in the worn steel ball surface (see Figure 5(a)), while a small amount of Ni-Ti intermetallic compounds and TiN transferred from the coating was detected on the rubbing surface of the steel ball (see Figures 5(b), 5(c), and 5(d)), similar to what has been reported by Chang et al. [25]. Subsequently, it could be rational to suppose that the Ni-Ti coating after the heat treatment possesses better tribological properties in the presence of hard Ni-Ti intermetallic compounds and TiN with good wear resistance and somewhat solid lubricity [22, 23].

(a)

(b)

(c)

(d)
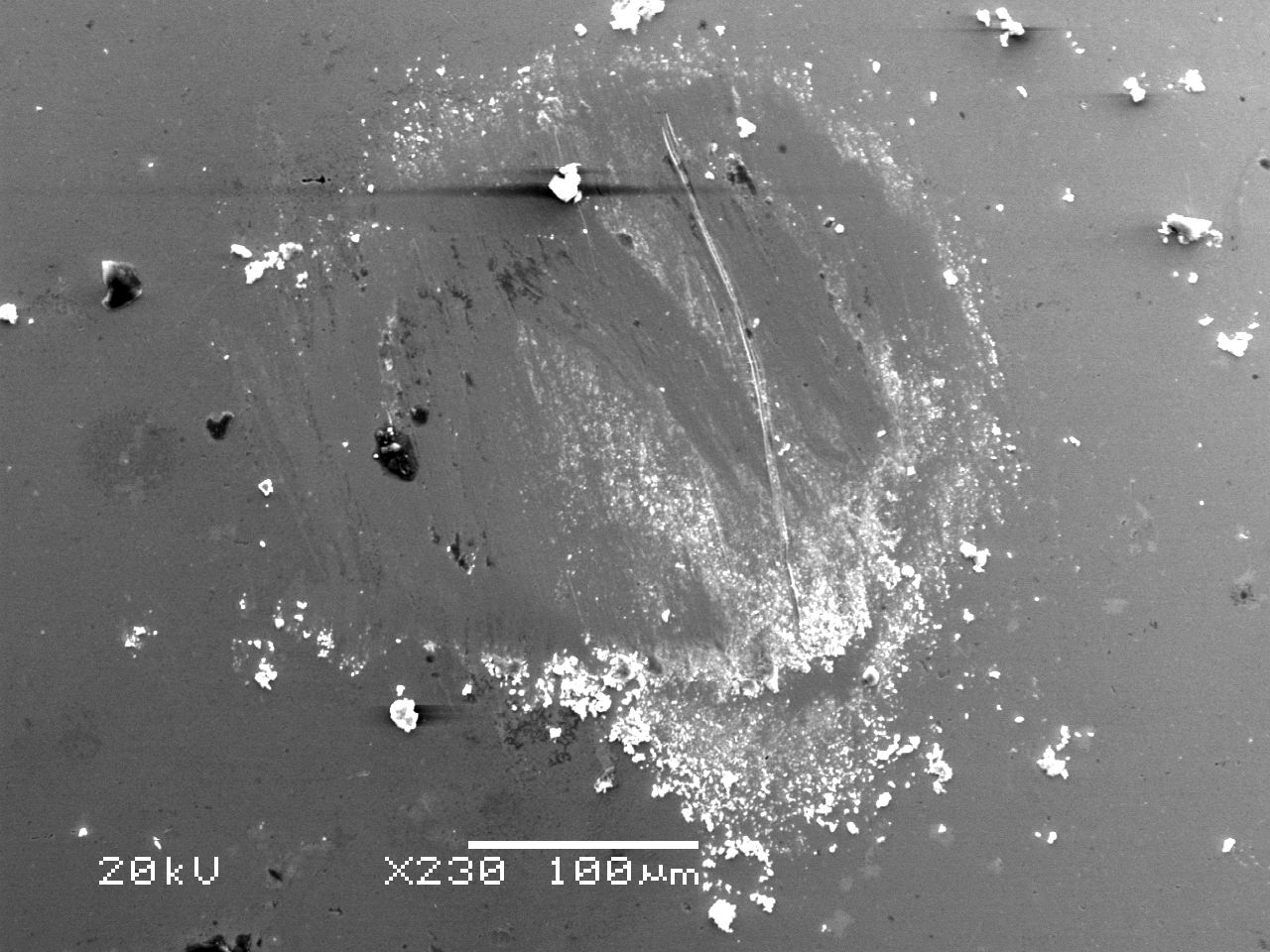
The SEM morphologies of the worn surfaces of the Ni-Ti coating after the heat treatment at different loads are shown in Figure 6. It is seen that the wear track of the as-deposited coating before heat treatment shows signs of severe adhesion, scuffing, and plastic deformation, and some large wear debris is generated thereon (see Figure 6(a)). Different from before heat treatment, the adhesion and scuffing on the worn surface of the coating after heat treatment were significantly abated, though the scuffing and plastic deformation signs are still visible in this case (see Figure 6(b)). Besides, the wear track is shallower and the size of the wear debris obviously decreased on the worn surface of heated coating compared with the as-deposited coating. This could be attributed to the enhanced abrasive action of the wear debris detached from the coating during the sliding. This was rational, since the hard Ni-Ti intermetallic compounds and TiN transferred onto the rubbing surface of the counterpart steel ball could serve as the spacers to prevent the rough contact between the coating and the steel ball, which thereby contributed to reduce the wear of the frictional pair. In general, the Ni-Ti coating after the heat treatment showed obvious different worn surface morphologies at different normal loads, which corresponded well with the different friction and wear behaviors thereat.

(a)

(b)
4. Conclusions
It is feasible to prepare Ni-Ti coating making use of electrodeposition, by incorporating the to-be-co-deposited Ti powders in the Ni plating bath and heating the as-deposited Ni-Ti coating in N2 atmosphere. Ni-Ti coating after heat treatment possesses much higher hardness than the as-deposited Ni-Ti coating, which is attributed to the strengthening effect of the hard intermetallic compounds, including Ni3Ti, NiTi, and NiTi2, and TiN phase produced during the heating process. Namely, the as-deposited Ni-Ti coating has characteristic two-phase structure-hexagonal Ti phase structure and cubic Ni structure. Different from the as-deposited Ni-Ti coating, the coating after heat treatment is composed of the Ni-Ti intermetallic compounds, coexisting TiN generated, and a very small amount of Ni. The newly generated intermetallic compounds and TiN phase with good wear resistance and somewhat solid-lubricity contributed to significantly increasing the tribological properties of Ni-Ti coating. The Ni-Ti coating has much smaller friction coefficients and wear rate after heat treatment than before heat treatment under the same test conditions, which is attributed to the existence of the hard NiTi intermetallic compounds and TiN and the formation of a transfer layer on the counterpart surface during sliding.
Conflict of Interests
The authors declare that there is no conflict of interests regarding the publication of this paper.
Acknowledgments
The work was supported by the National Natural Science Foundation of China for financial support (Grant no. 51405477) and the Fundamental Research Funds for the Central Universities (31920150002). The authors gratefully acknowledge financial support from China Scholarship Council.
Supplementary Materials
NiTi coatings were prepared by electrodeposition and heat treatment in nitrogen atmosphere. NiTi intermatallic compounds and TiN phase were formed during heat treatment. The formation of NiTi intermatallic compounds and TiN contributed to improving the hardness of NiTi coating. NiTi coating showed the better tribological property after heat treatment than before heat treatment.
{kind=link}